 پردازش منبع تغذیه توسط PLC
پردازش منبع تغذیه توسط PLC
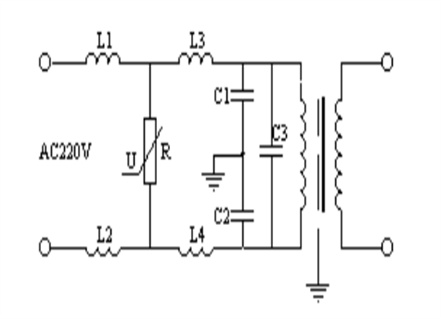
 فیلتر پایین گذر می تواند بیشتر "خراش های" منبع تغذیه را جذب کند
فیلتر پایین گذر می تواند بیشتر "خراش های" منبع تغذیه را جذب کند
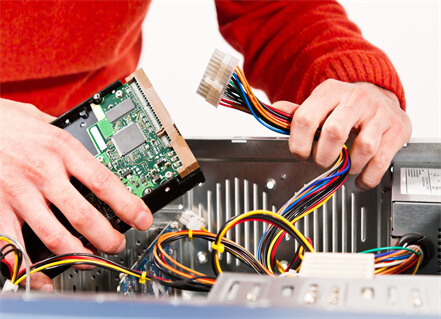
 کاربرد PLC ها
کاربرد PLC ها
 اصل کار سیستم PLC
اصل کار سیستم PLC
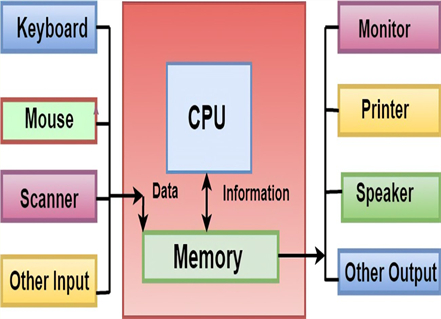 نحوه کار سیستم
نحوه کار سیستم
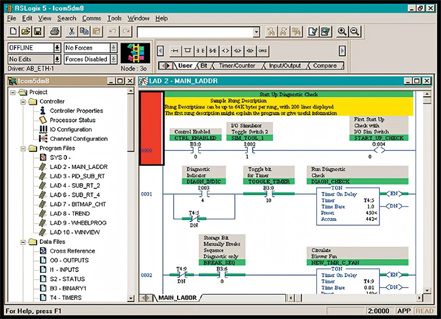
 فرآیند نرم افزاری
فرآیند نرم افزاری
 کاربرد PLC، DCS و FCS در کنترل فرآیند متالورژی
کاربرد PLC، DCS و FCS در کنترل فرآیند متالورژی
 مقیاس کنترل و پیچیدگی سیستم کنترل فرآیند
مقیاس کنترل و پیچیدگی سیستم کنترل فرآیند
 نشانی: WING INDUSTRY BLDG 3, TSUN WEN ROAD, TUEN MUN NT, HONG KONG
نشانی: WING INDUSTRY BLDG 3, TSUN WEN ROAD, TUEN MUN NT, HONG KONG
 تلفن: +86 19116398948
تلفن: +86 19116398948
 پست الکترونیک: sh_plc@163.com
پست الکترونیک: sh_plc@163.com
 مخاطب: Vivi Wong
مخاطب: Vivi Wong